{kind=link}
Украина.
г.Луцк
проспект Победы 12
+38 0504386727
+38 0504386727 ( VIBER )



Оборудование для изготовления термоблоков системы "Термодом" ("Изодом").В основу технологии «Термодом» («Изодом») положено возведение несущих стен из монолитного железобетона с помощью несъемной опалубки из пенополистирола. По главным параметрам, таким как теплозащита, звукоизоляция, комфортность, простота и скорость строительства, прочность и долговечность, технология «Термодом» относится к высоким технологиям в области строительства.Оборудование для производства термоблоков.


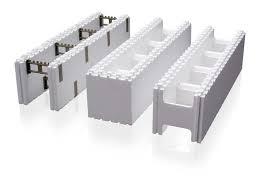
Основным конструкционным элементом системы строительства «Термодом» («Изодом») является термоблок. Термоблоки это полые блоки из пенополистирола длиной 1м, шириной 25 см и высотой 25 см, имеющие вертикальные и горизонтальные пустоты, заполняемые в процессе строительства бетоном, образующим своего рода монолитную бетонную решетку. Вес одного термоблока не превышает 1 кг. Оборудование для изготовления термоблоков системы "Термодом ("Изодом").

Преимущества применения термоблоков
- Прекрасный тепло- и звукоизоляционный материал.Производство блоков.Блоки.
- Возможность создания неограниченного количества архитектурных форм из 10 конструкционных элементов. Использования любых отделочных материалов, как со стороны фасада, так и внутри помещения.
- Прочность квадратного метра стены на 50% выше, а вес ниже, чем стен, построенных по традиционным технологиям. Возможность строительства подземной части здания и надстройки малоэтажных конструкций.
- Высокая скорость и точность работ, не требующая высококвалифицированного персонала и использования тяжелой строительной техники.
- Инертный, не ядовитый, не радиоактивный строительный материал. Абсолютная сопротивляемость влаге, плесени, насекомым и грызунам.
- Возможность использования опалубки в традиционных системах строительства в качестве междуэтажных перекрытий, капитальных стен и межкомнатных перегородок.
- Превосходная прочность при ураганах и землетрясениях.
- Возможность ведения строительства в холодную погоду.
- 150 минутная огнеупорность конструкции.
- Уменьшение затрат на нагревание и охлаждение помещения до 80%.
- Обеспечение более чистой среды для жизни людей.


Мы предлагаем технологические линии по производству термоблоков разной мощности (от 50 шт в смену) и разной степени автоматизации (от ручных до автоматических).Оборудование для изготовления термоблоков системы "Термодом" ("Изодом").
Технологический процесс производства блоков несъемной опалубки из пенополистирола состоит из следующих этапов:
1. Предварительное вспенивание сырья.
Это один из наиболее важных этапов в технологии производства пенопласта, оказывающий большое влияние на качество конечной продукции. Необходимое количество сырья загружается в предвспениватель, после чего подается пар под давлением. В результате этого гранулы сырья многократно увеличиваются в диаметре («вспениваются»). При достижении вспененными гранулами объема 1 м3 процесс подачи пара прекращается, происходит разгрузка предвспенивателя и транспортировка вспененных гранул пневмотранспортом в бункера выдержки. Для получения вспененной крошки необходимой плотности сырье загружается в предвспениватель по норме. Марка сырья (вспенивающийся полистирола) также имеет значение, так как выпускается с разным размером частиц (фракция).
2. Выдержка вспененных гранул в бункерах дозревания.
Происходит стабилизация внутренних напряжений гранул, а также для сушки вспененных гранул после обработки паром в предвспенивателе. В зависимости от используемого сырья время выдержки составляет 12 — 24 часа.
3. Формование блока несъемной опалубки в блок-форме.
После выдержки гранулы мерной емкостью загружаются в блок-форму. Далее происходит их тепловая обработка, в результате чего гранулы повторно расширяются, формируя, таким образом, внутри установки блок несъемной опалубки. Затем происходит процесс охлаждения отформованного блока несъемной опалубки внутри блок-формы (водой).
4. Выдержка блока.
Для стабилизации внутренних напряжений, а также для снижения влажности отформованного блока, его выдерживают 12 — 24 часа при нормальных условиях.
6. Дробление отходов.
Отходы производства измельчаются в дробильной установке, из которой по пневмотранспорту загружаются в отдельный накопительный бункер. Измельченный пенопласт может повторно использоваться в производстве несъемной опалубки при добавлении его ко вновь вспененным гранулам в соотношении не более 3%.
![]()
Украина.
г.Луцк
проспект Победы 12
+38 0504386727
+38 0504386727 ( VIBER )